
發布日期:2013-10-16
灰口鑄鐵冷焊工藝
一、調查分析
鑄鐵是含碳量大于2%的鐵碳合金,工業用的鑄鐵除含鐵和碳之外,還含有一定量的硅、錳元素以及硫磷雜質。為了改善鑄鐵的某些性能時常有目的地加入某些合金元素。
通常按碳在鑄鐵中存在的狀態及形式的不同,一般將鑄鐵分為白口鑄鐵、灰口鑄鐵、可鍛鑄鐵、球墨鑄鐵及蠕墨鑄鐵五類。其中,灰口鑄鐵制造成本低,鑄造性能好,減震性和耐磨性良好,切削加工性能優良,所以灰口鑄鐵應用非常廣泛。但是在應用過程中由于種種原因,產品會受到損壞并出現裂紋等缺陷,使其報廢,若能及時用焊接方法修復,不僅有利于生產,而且可以節約大量資金。因此,灰口鑄鐵的補焊工藝在日常生產中將會得到廣泛使用。
二、狀況分析
1、鑄鐵的組織性能分析
灰口鑄鐵的組織相當于在鋼的基體上分布片狀石墨夾雜,由于石墨的強度較低,這就相當于在鋼的基體中有許多孔洞和裂紋,破壞了基體的連續性,并且在外力的作用下,裂紋尖端處容易引起應力集中而產生破壞。因此,灰口鑄鐵的抗拉強度和疲勞強度都很低,塑性和沖擊韌性幾乎為零,當基體組織相同時,其石墨越多,片越粗大,分布越不均勻,鑄鐵的抗拉強度和塑性越低。由于片狀石墨對灰口鑄鐵有著決定性影響,即使基體組織從珠光體改變為鐵素體,也只會降低強度而不會增加塑性和韌性,因此,在日常生產中,應用最廣泛的灰口鑄鐵為珠光體鑄鐵。在下面的補焊工藝介紹中,主要針對珠光體灰口鑄鐵進行介紹。
2、灰口鑄鐵冷焊工藝特點和存在的問題
灰口鑄鐵冷焊的特點是焊前對需焊補的工件不預熱,焊工勞動條件好,焊補成本低,焊補過程短,焊補效率高。所以電弧冷焊鑄鐵是一個發展方向,但它也存在許多局限性,如焊縫強度低,塑性差,焊補剛性較大時易出現裂紋。此外,由于冷卻速度快,焊縫很容易出現白口現象和大面積的淬硬組織。
灰口鑄鐵補焊存在兩方面問題:一方面,焊接易出現白口及淬硬組織、塑性極差且難以進行機加工;另一方面,焊接接頭易出現裂紋,導致補焊失敗甚至工件的報廢。灰口鑄鐵的化學成分和力學性能決定其焊接性很差。因此,一般灰口鑄鐵的焊接加工僅用于鑄鐵缺陷焊補和損壞鑄件的修復。
3、選材及原因
為解決以上問題,通過實踐和分析證明鎳基焊條能使焊縫不出現淬硬組織且使焊縫有較高的塑性和韌性。鎳是擴大奧氏體區的元素,當Fe-Ni合金中含鎳量超過30%時,合金凝固后一直到室溫都保持硬度較高的奧氏體組織,不發生相變,所以鎳基焊條形成的焊縫有一定的塑性和強度,且硬度較低。同時,鎳為促使石墨化元素,其擴散能力很強,對減弱半熔化區白口的寬度很有利。有人系統研究了焊條不同含鎳量對白口區寬度的影響,其結果是當焊縫含鎳量為50%時,可減低到0.1mm,當焊縫含鎳量為98%時,可減低到0.05mm,而且白口呈斷續狀,故采用鎳基焊條可減弱白口現象,提高焊縫強度和塑性,改善焊縫接頭加工性,所以在冷焊灰口鑄鐵時盡量采用鎳基鑄鐵焊條,如鎳基182焊條其焊縫具有較高力學性能。
三、對策及方法
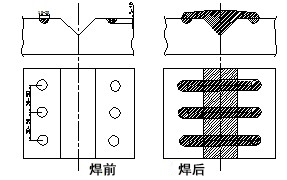
1、過渡搭橋法
此種焊接方法就是在母材兩側先焊過渡層,再焊中間填充焊縫。它主要適用于大厚件的焊補工作,若填充量過大,中間可用J507焊條適當代替,這樣可減少焊縫中氧、硫、磷和碳的含量,既保證了焊縫的強度又降低了焊材成本,防止裂紋發生。若坡口角度較小時,可全用鎳基182直接焊接完成。
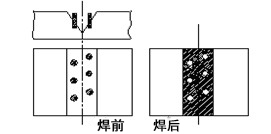
2、生根補焊法
此種補焊方法主要用于工件相對較薄,焊縫填充量不大的工件。焊條最好全部用鎳基182焊條,焊接時應由里到外逐層焊接,也就是先將坡口內焊滿,再焊兩側圓孔,最后焊兩孔之間焊縫。
3、栽樁補焊法
此種方法補焊主要用于應力相對集中或裂紋無法清理干凈的焊縫。栽樁可用碳鋼來承擔,焊接時可先繞栽樁焊接,然后再焊栽樁之間,這樣既可提高焊接效率,又可節省焊條,焊栽樁時可用J507焊條。
4、鉚接補焊法
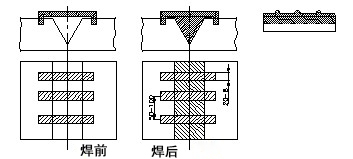
此種焊接方法主要用于工作應力較大,工件相對較厚的焊縫,如大型機器的底座等工件。鉚釘可用碳鋼承擔,焊鉚釘時可用J507焊條焊接,主焊縫仍舊用鎳基182焊條。焊接時先將坡口內焊滿,最后焊鉚釘,使鉚釘和坡口內焊縫形成一個整體焊縫。
四、 工藝要求
1、做好焊前準備工作
首先要清理工件及缺陷上的油污和其它雜質,確定裂紋的長度和深度,必要時要用堿水、汽油或火焰清理污物,確保坡口內無雜質,從而降低焊縫內的含磷硫量,減少開裂傾向。為防止焊接過程裂紋擴展,應在裂紋端部3-5mm處鉆止裂孔(∮5-∮8),開坡口的原則為盡量減少坡口角度及母材的熔化量,以降低焊接應力及焊縫中碳、硫量,防止裂紋發生。
2、采用小電流小規范焊接
在保證電弧穩定及焊透的情況下,應采用合適的最小電流焊接,電流小使得溶深也較小,鑄鐵中的碳、硫、磷等有害雜質可少進入焊縫,有利于提高焊縫質量。同時,隨著電流減小,在焊接速度不變的情況下,減小了焊縫線能量,不僅減少了焊接應力,使焊接接頭出現裂紋的傾向減小,而且也減小了整個熱影響區寬度,其中也包括減小了最易形成白口的半熔化區的寬度,使白口層變薄,所以最好采用小直徑焊條,提高焊接速度且不做橫向擺渡。
3、采用分段分層斷續分散焊接
焊縫越長,焊縫所承受的拉應力越大,故采用短焊縫有利于減低焊縫應力狀態,減弱焊縫發生裂紋的可能性,一般每次焊縫長度為30-50mm。為了降低焊補處的溫度,減少應力,宜待工件冷卻至不燙手時(50~60℃)再焊下一道焊縫。此外,也可用分散焊法。相對于較厚的焊件時,采用多層焊接可以有效地提高焊縫金屬的性能,這主要是由于后一層對前一層焊縫具有附加熱處理的作用,從而改善了焊縫固態相變的組織。
4、錘擊焊縫表面
錘擊焊縫表面既能改善后層焊縫的結晶組織,也能改善前層焊縫的固態相變組織。因為錘擊焊縫可使前一層焊縫(或坡口表面)不同程度的晶粒破碎,使后層焊縫在凝固時晶粒細化,這樣逐層錘擊焊道就可以改善整個焊縫的組織性能。此外,錘擊焊道也產生塑性變形而降低殘余應力,從而提高焊縫的韌性和疲勞性能。所以錘擊是改善焊道組織和性能最簡單有效的方法。
來源:內部稿件